介紹全自動熱成型機的保養(yǎng)辦法包括哪幾部分呢?
發(fā)布日期:2022/12/17 9:49:00 點擊數(shù):638
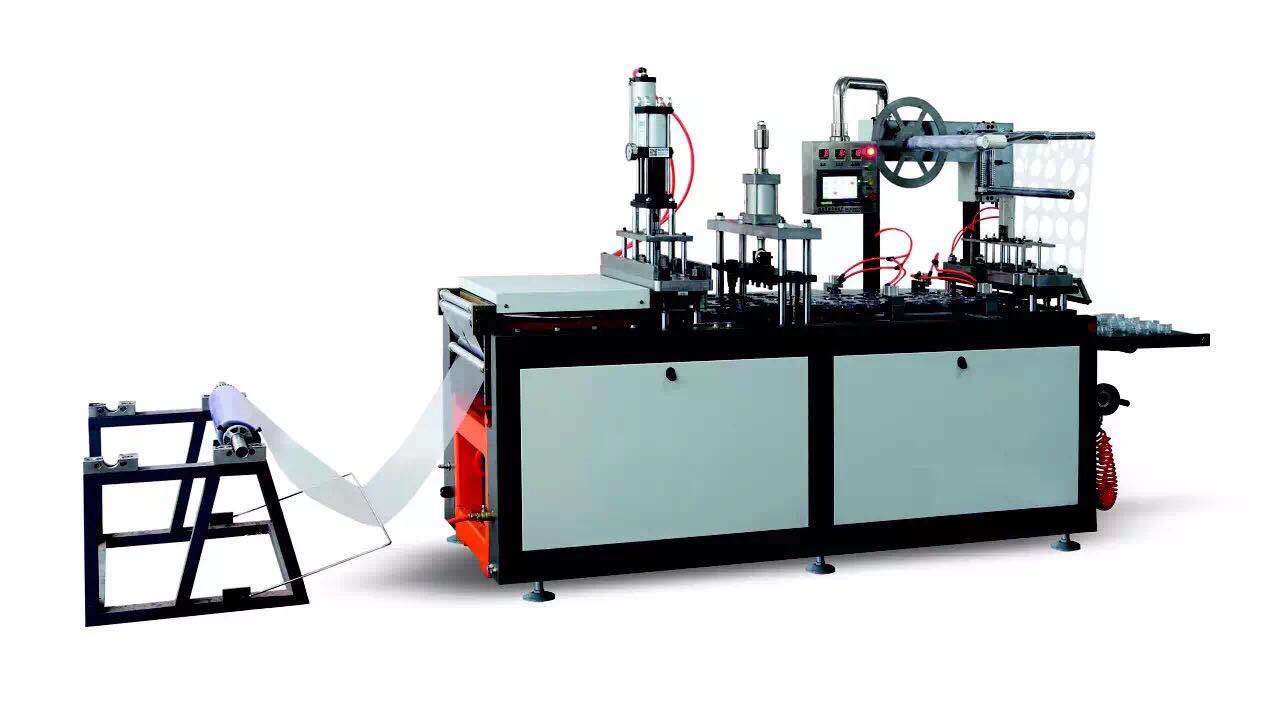
我們今天好好講解一下全自動熱成型機的保養(yǎng)辦法包括哪幾部分呢?全自動熱成型機大致上主要分為三個主要部份:
1、電控部份:
傳統(tǒng)射出機使用接點式繼電器來切換各種動作,常因接點螺絲松動及接點老化而故 障,一般在使用一百萬次后即應更換新品,以確保電控穩(wěn)定性。尤其灰塵附著及空氣潮濕等等環(huán)境因素亦會影向機臺動作。
現(xiàn)代的射出機采用無接點式的集成電路,電線的連接大為減少,明顯改善導線造成的不良現(xiàn)象,并能夠提高穩(wěn)定性。
2、機構部份:
機構部份應定期保養(yǎng)潤滑借以降低摩擦系數(shù),減少磨損。頭板上之螺母及鎖緊螺絲應定期檢查,以免哥林柱受力不均而斷裂。
模厚調整機構應定期檢查傳動軸大齒輪或鏈條有無偏移或松弛現(xiàn)象。齒輪上壓板螺 絲是否松動、潤滑油脂是否足夠等等。
3、油壓部份:
油壓系統(tǒng)方面應注意液壓油之清潔度以保持液壓油之質量,應使用安定性佳,質量較高之液壓油,除定期更換之外,更應適當控制其工作溫度50C以下以避免因劣化而影向油壓動作之穩(wěn)定性。
操作步驟:
1、鎖模高壓設定135bar,10%;低壓速度設定20%,低壓位置設定值100mm;低壓時間設定為5秒。
2、利用調模進退建立鎖模力;以系統(tǒng)壓力表在關模高壓時壓力表上升Z大值為準,可參考鎖模力油壓壓力對照表。
3、開模后將低壓位置設定為零。
4、按關模直到模具相接觸立即放開,此時動模位置假設為〝X〞,則低壓位置設定為〝X+1〞mm。
5、接著設定低壓保護寬度:低壓保護寬度為低速到低壓之距離。
6、設定低壓保護時間通常為1.2秒。
更多全自動熱成型機資訊點擊:http://zhuyuangou.com
上一條:全自动杯盖机的精度影响因素 下一條:全自动热成型机讲解吸塑片材知识大全...